DETALHES DO PRODUTO
| ARTIGO | ESPECIFICAÇÃO | SD | TBR |
| FIO DE MANTA | DTY 150D/144F | · | · |
| DTY 200D/96F/122F/144F | · | · | |
| DTY 250D/122F/144F | · | · | |
| DTY 300D/96F/122F/144F/192F | · | · | |
| DTY 450D/192F | · | · | |
| DTY350D/122F/144F | · | · |
A fim de garantir a qualidade dos produtos, introduzimos ativamente tecnologia e equipamentos avançados no país e no exterior, transformação tecnológica e inovação contínuas, melhorando o nível de produção. Até agora, o grupo possui equipamentos de produção introduzidos em países desenvolvidos, como Alemanha e empresas nacionais bem conhecidas, e possui um conjunto completo de linhas de produção combinadas com o equipamento, levando a uma produção anual de 120.000 toneladas de fiação e texturização de trefilação. O grupo importou o sistema de certificação de qualidade ISO9000 e estabeleceu um sistema maduro de gestão de qualidade. A excelente qualidade sempre vem de equipamentos sofisticados e excelente gerenciamento. Mais de 80% dos principais equipamentos de produção do grupo são introduzidos na Alemanha e em empresas nacionais famosas, atingindo o nível internacional de equipamentos de primeira classe.

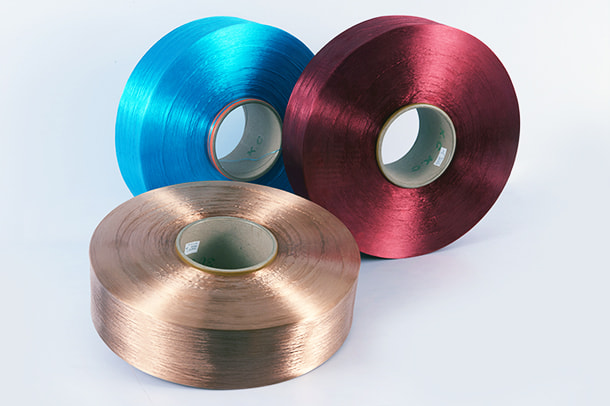
Para tecido de manta de microfibra visando máxima maciez de pelo, fios na faixa de 150D/288f a 200D/288f são comumente especificados, produzindo um DPF de aproximadamente 0,5–0,7. A alta contagem de filamentos em um denier total moderado cria uma superfície de pêlo extremamente fina e flexível após o cochilo. Para mantas de lã padrão com maciez aceitável a um custo de fio mais baixo, 150D/144f ou 200D/144f DTY semi-fosco (DPF aproximadamente 1,0–1,4) é uma especificação amplamente utilizada.
O achatamento do pêlo após a lavagem é mais comumente causado por estabilidade de crimpagem insuficiente no fio da manta, encolhimento residual na fibra do pêlo ou ajuste térmico inadequado do tecido acabado. A estabilidade de crimpagem abaixo de 75% significa que os filamentos do pêlo perdem sua estrutura ondulada e elevada quando submetidos à agitação mecânica e à exposição térmica de um ciclo de lavagem. Especificar o fio da manta com estabilidade de crimpagem ≥75% e garantir a fixação adequada do calor durante o acabamento do tecido (temperatura e tempo de permanência calibrados de acordo com a especificação de encolhimento do fio) reduz significativamente o colapso da pilha pós-lavagem.
O pilling em mantas de lã de poliéster resulta de pontas de filamentos soltos na superfície do tecido que se enredam e formam bolinhas durante o uso e a lavagem. As principais causas são a quebra excessiva dos filamentos durante o cochilo (normalmente devido à baixa tenacidade do fio ou configurações incorretas de tensão do cochilo), contagem insuficiente de filamentos (fios com DPF mais alto quebram mais facilmente durante o cochilo) e filamentos soltos das pontas cortadas do pelo que não estão ancorados na estrutura de base da malha. Usar fio de manta com tenacidade adequada (≥3,0 g/d), DPF apropriado para as configurações da máquina de cochilo e ajuste de calor correto para travar as raízes do pêlo no tecido base reduz a formação de bolinhas em produtos de manta acabados.
O fio de manta rPET produzido a partir de PET reciclado pós-consumo com certificação GRS é fabricado com a mesma contagem de filamentos, DPF, CCR e especificações de tenacidade que o fio de manta de poliéster virgem. Em condições de processamento controladas, a maciez do pêlo, o loft e a durabilidade de lavagem das mantas acabadas produzidas a partir de fios rPET são comparáveis aos equivalentes de poliéster virgem. Pequenas variações de consistência de cor entre lotes são a principal consideração de qualidade na produção de mantas rPET; isso é gerenciado por meio de correspondência de cores de pré-produção e calibração consistente da receita de corante para cada lote de rPET.
As mantas de lã usam uma estrutura de malha circular de camada única com uma superfície felpuda em um ou ambos os lados; a pilha é relativamente curta e uniforme, produzindo uma manta leve com isolamento moderado. As mantas de pelúcia usam um comprimento de pêlo mais longo (conseguido por meio de configurações de tricô com comprimento de laço mais alto e cisalhamento reduzido) e fios de manta de maior volume, produzindo uma superfície mais densa, macia e pesada. Cobertores estilo sherpa simulam a textura de shearling ou lã de lã através de uma pilha enrolada, sem cortes ou uma pilha felpuda com variação deliberada de textura de superfície, normalmente produzida em máquinas de tricô de urdidura Raschel ou máquinas de malha circular especiais com configurações variadas de comprimento de laço.
O grau de brilho afeta diretamente o caráter visual da superfície da manta acabada. O fio de manta totalmente fosco (FD) produz uma superfície de pêlo plana e fosca que se assemelha muito às texturas de fibra natural e é preferida para categorias de produtos infantis, de saúde e de aparência natural. O fio semi-opaco (SD) fornece um brilho suave e equilibrado que é o padrão para cobertores residenciais e de hospitalidade em geral. O fio Bright (BRT) produz uma superfície de pêlo visivelmente brilhante, usada em mantas decorativas e mantas de moda, onde a refletância visual faz parte da estética do produto. O grau de brilho não pode ser alterado após a texturização; a seleção correta da classe deve ser especificada na fase de aquisição do fio.
![]()
Produtos Relacionados
FEEDBACK










Zhejiang Hengyuan Chemical Fiber Group Co.,Ltd. é um profissional China fabricantes de fios para cobertores e fábrica de fios para cobertores, Fundada em 2006, localizada em YaQianTown, Xiaoshan, Hangzhou – Um dos Centros da Indústria de Fios de Poliéster na China.

Produtos
Informações de Contato
Copyright © Zhejiang Hengyuan Chemical Fiber Group Co.,Ltd. Todos os direitos reservados